
Čtyřpólový (čtyřcívkový) stator zapalování
Autor: Ladislav Ševčík („Pajka“)
aktualizováno: 12.10.2016
První verzi úpravy statoru zapalování pro čtyři cívky (póly) jsem měl nakreslenou již v roce 2005. První kus vyrobil a otestoval Wiku, pak i já. Zkonstruované jsou celkem dvě verze čtyřpólového statoru. První je oproti té druhé sice jednodušší na výrobu, ale má několik zásadních nevýhod.
Při testování první verze jsme experimentovali s kombinacemi cívek a zapojením (především Wiku), vše při trvalých konzultacích s Chongem, který vyvíjel elektroniku. U pólů je potřeba „odkostřit“ druhý kontakt a k usměrňovacím můstkům připojit vždy oba konce vinutí. Kvůli velkému množství vodičů je vhodné usměrňovací můstky umístit v prostoru zapalování a ven z motoru odvádět už jen výsledný usměrněný proud jedním vodičem (- připojte na kostru).


Experimenty se zapojením:
- První zkouška byla s třemi usměrněnými 15W póly a jedním nezávislým zapalovacím pólem pro klasické indukční zapalování s kladívkovým přerušovačem. Při testování se ukázalo, že teoretická hodnota výkonu 45 W (3x 15W pól) je v praxi o něco nižší.
- Kvůli získání co největšího výkonu pro světelný okruh jsme 4 usměrněné 15W světelné póly. Bateriové CDI zapalování s odběrem maximálně 7 W vypracoval Chong. Odhadovaný výkon cca 50 W.
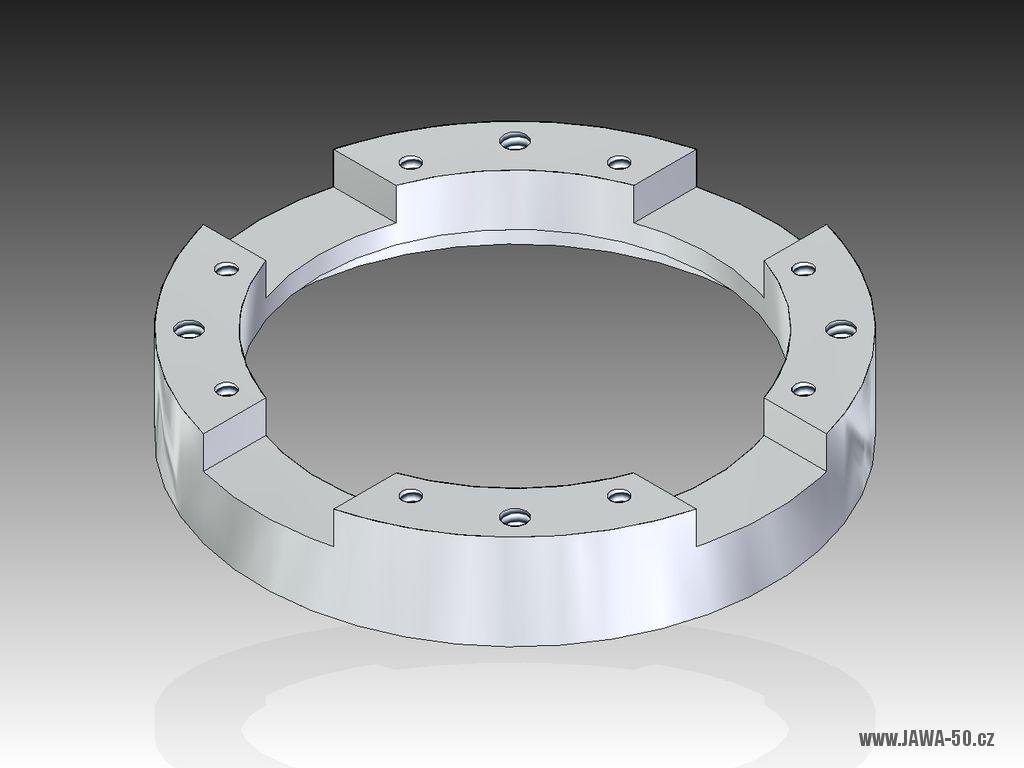
Verze 1
Cívky jsou na statoru rozmístěny po 90°. Nevýhodou řešení je nutnost vybroušení (rozšíření) prolisů v pravé polovině motoru tak, aby cívky o něj nedrhnuly. Všechny cívky musí být usměrněny samostatně (nejde použít sériově zapojený pár světelných cívek z 30W magneta). Stator je potřeba doplnit čtyřmi sloupky a vyřešit uchycení v motoru. Přikládám výkres horní nosné desky, na kterou pasuje otočná deska kontaktů přerušovače (běžná u typů 550, 555, 05 a dynam Jawa, ČZ). Další možnost je výroba plošného spoje (DPS) z kuprexitu s usměrňovacími (grätzovými) můstky a buďto mechanickým kontaktem, nebo elektronickým snímačem. Při použití standardního indukčního zapalování je nutné si pohlídat polohu zapalovacího pólu tak, aby byl ve stejné poloze vůči přerušovači, jako u sériového provedení. V opačném případě by indukční cívka nebyla dostatečně sycena a jiskra by mohla být malá.
| Soubor | Typ |
|---|---|
| 4P stator V1 – výrobní výkres | |
| 4P stator V1 – Šablona | |
| 4P stator V1 – 3D model | STP |
| 4P stator V1 – vrchní část |
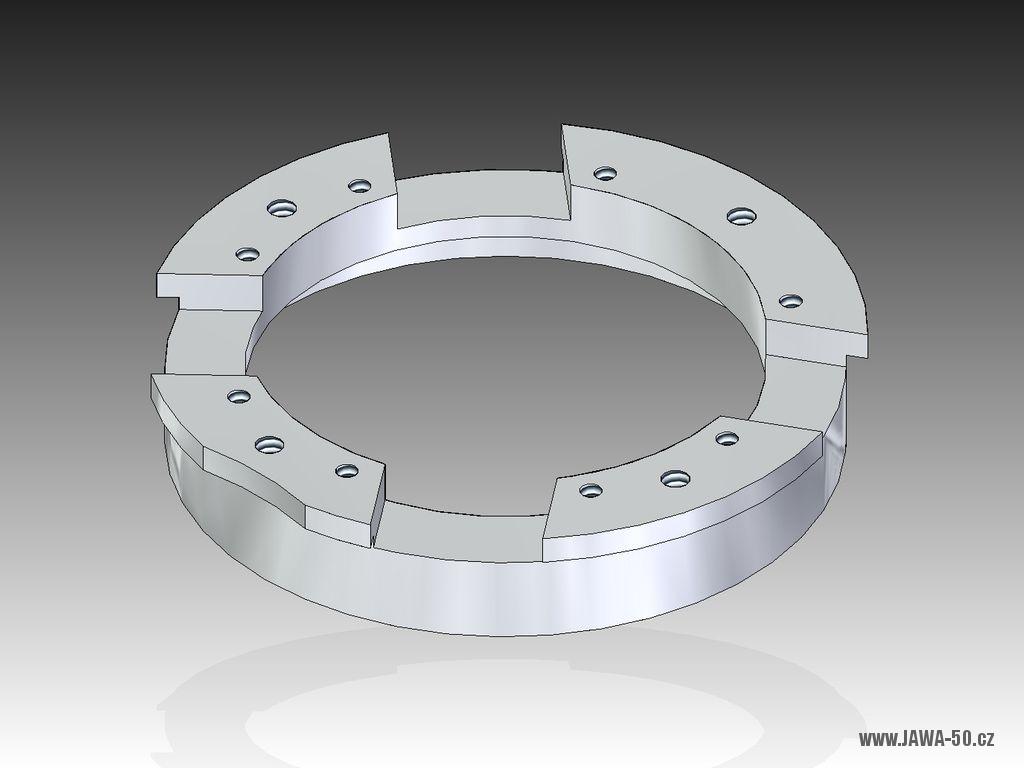
Verze 2
Později se do úprav zapojil „Chong“, který zkonstruoval vylepšenou verzi čtyřpólového statoru. Tři póly jsou u tohoto statoru ve stejné poloze jako u série, a čtvrtý je umístěn ve zbývajícím prostoru. Není tedy potřeba jakkoli upravovat blok motoru. Kvůli stísněným podmínkám je stator vůči bloku motoru nepohyblivý a seřízení předstihu se řeší natáčením horní desky s umístěným kladívkem nebo snímačem. Uchycení statoru je jednodušší.
Z elektrického hlediska je druhá verze statoru oproti první lepší tím, že v případě použití rotoru s označením 20-6170 je možné použít párové póly z 30W verze a usměrnit je jako jeden samostatný pól. Samozřejmě je nutné opět „odkostřit“ krajní cívku a usměrňovací můstek naddimenzovat na dvojnásobný přenášený výkon.

| Soubor | Typ |
|---|---|
| 4P stator V2 – výrobní výkres | |
| 4P stator V2 – šablona | |
| 4P stator V2 – 3D model | STP |
Výroba čtyřpólového statoru:
Nutnost je mít přístup k soustruhu, nebo na výrobu někoho sehnat. Kromě soustružení je potřeba taky frézování a vrtání, bez frézky se ale klidně obejdete a postačí stojanová vrtačka. Popíšu jak.
- Stator podle výkresu vysoustružte z nemagnetického materiálu (ideálně z hliníku či duralu).
- Vytiskněte si přiložený zjednodušený výkres – šablonu v měřítku 1:1. Je nutné si pohlídat nastavení tiskárny, zvolit možnost „Vlastní měřítko“ a nastavit hodnotu 100 %. Ověřte si přeměřením správnost rozměrů vytisknuté šablony s výrobním výkresem a šablonu obstřihněte kolem dokola nůžkami.
- Na vysoustružený polotovar si šablonu přilepte, důlčíkem si naznačte rozmístění děr a ostrým předmětem orýsujte polohy drážek pro cívky.
- Odstraňte papírovou šablonu. Na stojanové vrtačce předvrtejte díry: pro M4 vrtákem Ø 3,2 mm a pro M5 vrtákem Ø 4,1 mm (nebo blízkými většími).
- Vyřízněte závity závitníky.
- Hrany vybrání pro cívky nařízněte ocelovým plátkem do požadované hloubky (dle výkresu). Drážky libovolným způsobem „vyfrézujte“ nebo odbruste zhruba do roviny (kvalita povrchu na funkci nemá vliv).
- Vyrobte zbylé součásti podle vašich požadavků a představivosti.
